烟煤坩埚膨胀序数怎样测定?
 2021-05-06
2021-05-06
 3430
3430
1 范围
本标准规定了测定坩埚膨胀序数(CSN)的方法提要、仪器设备、试验准备、试验步骤、结果表述、方法精密度及试验报告等。
本标准适用于烟煤。
2 规范性引用文件
下列文件凡是注日期的引用文件,仅注日期的版本适用于本文件。凡是不注日期的引用文件,其版本(包括所有的修gai单)适用于本文件。
GB 474 煤样的制备方法
GB/T 483 煤炭分析试验方法一般规定
3 方法提要
将煤样置于坩埚中,按规定的程序加热到(820±5)℃。所得焦块和一组带有序号的标准焦块侧形图相比较,以接近的焦型序号作为坩埚膨胀序数。
4 仪器设备
4.1 电加热炉(图1)
在一个直径为100 mm,厚13 mm的带槽耐火板上,绕一功率为1000W的镍铬丝线圈。耐火板放在一个规格相同的板上,板1上扣着一个壁厚1 mm、高10 mm、外径85 mm的石英皿,用以放置坩埚。
上述加热部分置于一个直径140mm,上有一个深60mm、直径105mm槽的耐火砖中,上方用一 块20mm厚的耐火板覆盖。板的中心有一个直径50mm的孔,以便放入坩埚。整个耐火砖放在3 mm~5 mm厚的石棉板上,在砖四周与炉壳之间,充填保温材料。炉的顶部有一耐火盖,底部开一个孔。将测温热电偶从孔中插人至其热接点正好与石英皿内表面接触。电加热炉配有合适的测温和控温装置。
4.2 坩埚和盖(图2)
由耐高温(大于1000 ℃)的瓷或石英制成。坩埚总高:(26±0.5)mm;顶部外径:(41±0.75)mm; 底部内径:11 mm~14mm;质量:11 g~12.75 g;容积:16 mL~17.5 mL;坩埚盖(无孔)内径44mm, 高5mm。
4.3 带孔坩埚盖(图3)
由耐髙温(>1000℃)的瓷或石英制成。尺寸同4.2无孔坩埚盖,有一个直径6 mm的圆孔,供插热电偶用。
4.4 热电偶
铠装镍铬电偶,2支。
4.5 焦块观测筒(图4)
焦块观测筒应符合图4中的规定。
4.6 重物
(500±10)g平底砝码。
4.7 计时器
到秒(s)。
4.8 天平
小分度值0.01 g。
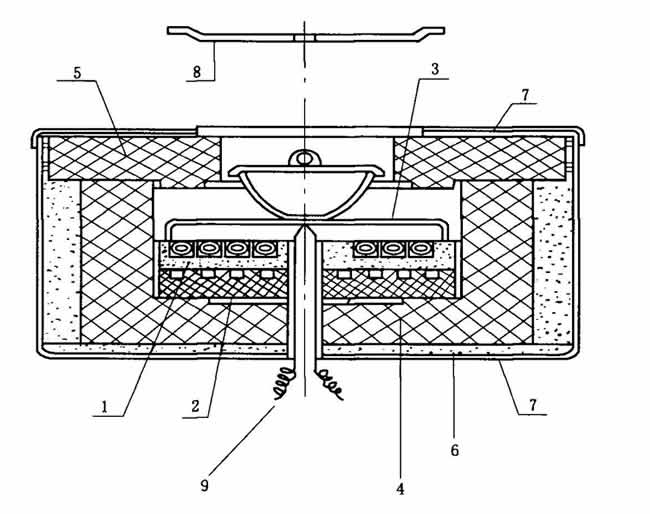
说明:
1,2,5-耐火板; 3-石英皿; 4 -耐火砖; 6 - 石棉板; 7 -炉壳; 8- 耐火盖; 9 -热电偶。
图1 电加热炉
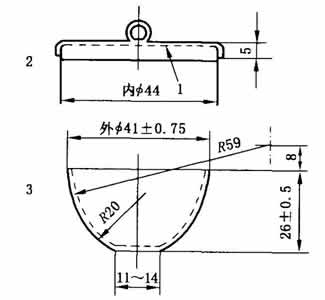
说明: 1-平顶;2-盖;3 -坩埚;
图2 带盖的坩埚(单位:毫米)
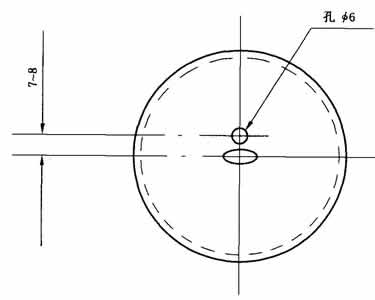
图3 带孔的坩埚盖(单位:毫米)
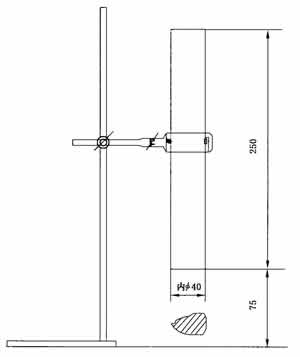
图4 焦块观测筒
5 试样制备
按GB 474规定制备粒度在0.2 mm以下的空气干燥煤样。制样中应防止煤样研磨过细。试样制 备后应尽快试验,否则应密封冷藏,并且试验周期不得超过3 d。称取煤样之前应充分混合煤样至少1min。
6 仪器调试
将电加热炉通电,加热到约850 ℃并恒温。打开炉盖,将一个冷的空坩埚放入炉膛内石英皿的中心部位(同时启动秒表计时),迅速盖上带孔坩埚盖,随即将热电偶通过盖孔插人坩埚,并使其热接点压紧在坩埚底部的内表面上,在不盖电炉盖条件下观察升温情况。如坩埚内底部温度在冷坩埚放人后1.5 min内达到(800±10)℃,2.5 min内达到(820±5)℃,则记下炉温及电流电压调整方法,进行试验时按此法控制。如不能达到上述要求,则调整电压、电流和炉温,直到达到上述要求为止。
7 试验步骤
7.1 称取(1.00±0.01)g空气干燥煤样,放入坩埚中并晃平,然后在厚度不小于5 mm的胶皮板上,用手的五指向下抓住装有煤样的坩埚,提起约15rrnn高度,松手使之自由落下。如是落下共12次(每落 下一次将坩埚旋转一个角度)。
7.2 打开炉盖,将装有煤样的坩埚放人已加热至预定温度的炉内石英皿的中心部位,立即用不带孔的坩埚盖盖住,同时启动秒表计时,至挥发物全部逸出,逸出时间不得少于2.5 min。然后将坩埚取出。此过程不盖电炉盖。
7.3 每个煤样相继试验3次。3次试验完毕后,小心地将坩埚中的焦渣倒出,待焦渣冷却至室温后测定焦型。如3次测定值的极差超过1/2,应增加两个单次试验。如5次测定值的极差超过1,应检查仪器设备,重新进行5次测定。
注:在两次试验间隙,盖上电加热炉盖,以使炉温尽快回到预先设定的温度。
7.4 试验结束后,将坩埚和坩埚盖上的残留物灼烧去除,擦净。
8 结果表述和报出
8.1 煤样的坩埚膨胀序数
煤样的坩埚膨胀序数按下述方法确定和表述:
a) 膨胀序数0;焦渣不粘结或成粉状;
b) 膨胀序数1/2,焦渣粘结成焦块而不膨胀,将焦块放在一个平整的硬板上,小心地加上500 g重荷即粉碎或碎块超过2块;
c) 膨胀序数1:焦渣粘结成焦块而不膨胀,加上500 g重荷后,压不碎或碎成不超过2个坚硬的 焦块;
d) 膨胀序数11/2~9:焦渣粘结成焦块并且膨胀,将焦块放在焦饼观测筒下,旋转焦块,找出侧形,再与一组带有序号的标准焦块侧形(图5)进行比较,取接近的标准侧形的序号为其膨胀序数;
e) 膨胀序数大于9,焦渣粘结成焦块并且膨胀,将焦块放在焦饼观测筒下,旋转焦块,侧形超出标准焦块侧形9(图5),记作“>9”或“9”。
8.2 结果报出
取同一煤样的3次极差不大于1/2的测定结果的算术平均值,按GB/T 483修约到1/2个单位报出,小 数点后的数字2舍3入;若进行5次测定,则取5次测定结果的算术平均值,修约到1/2个单位报出。
9 方法精密度
烟煤坩埚膨胀序数的重复性限为:3次重复测定结果的极差不大于1/2,5次重复测定结果的极差不 大于1。
再现性临界差为:不同实验室对从煤样缩制阶段的同一煤样中分取出来的、具有代表性的部分所做的重复测定结果算术平均值间的差值不大于11/2。
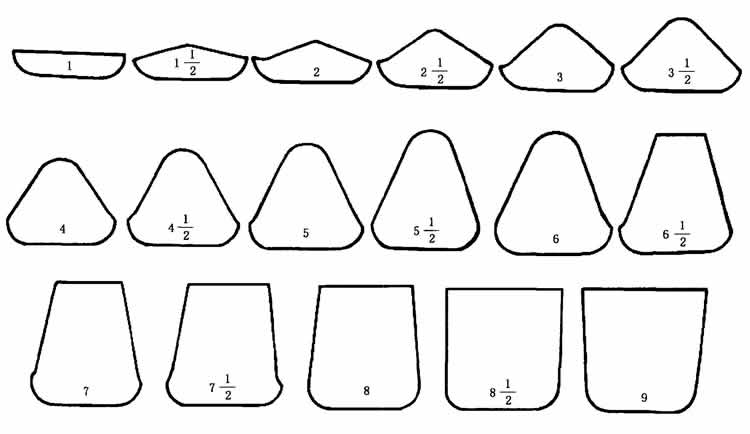
图5 标准焦块侧型图及其相应的坩埚膨胀序数
10 试验报告
试验结果报告至少应包括以下信息:
——样品标识;
——依据标准;
——仪器设备;
——试验结果;
——测定人员和审核人员;
——与标准的任何偏离;
——试验中出现的异常现象;
——试验日期。
附录A
(资料性附录)
本标准与ISO 501:2003相比的结构变化情况
本标准与ISO 501:2003相比在结构上有较多调整,具体章条编号对照情况见表A.1。
表A.1本标准与ISO 501:2003的章条编号对照情况
本标准章条编号 | ISO 501:2003章条编号 |
1 | 1 |
2 | 2 |
3 | 3 |
4.1 | 5.4 |
4.2 | 5.1 |
4.3 | 5,2 |
4.4 | 5.7 |
4.5 | 7中图5 |
4.6 | 5.8 |
5 | 4 |
6 | 6 |
7 | 7 |
8 | 8 |
9 | 9 |
10 | 10 |
附录B
(资料性附录)
本标准与ISO 501:2003的技术性差异及其原因
表B.1给出了本标准与ISO 501:2003的技术性差异及其原因。
表B.1本标准与ISO 501:2003的技术性差异及其原因
本标准章条编号 | 技术性差异 | 原因 |
2 | 规范性引用文件采用中国国家标准 | 适应中国国情 |
4,1 | 只采用ISO 501:2003中的电加热法 | 适应中国实验室现状 |
4.2 | 修改坩埚底部内径为11 mm~14 mm,坩埚及盖的其他尺寸、质量范围均采用ISO 501:2003 | 根据中国试验用坩埚确定 |
8 | 将ISO 501:2003再现性临界差1修改为11/2 | 根据国内协同试验确定再现性临界差为11/2 |

 在线客服
在线客服